
We are capable of packaging quantities ranging from 1g to 50g, with a capacity of 5000 sachets or sticks per hour. Our expertise lies in packaging water-soluble products such as sports supplements, multivitamins, dietary supplements, vitamins, etc.

We are capable of manufacturing tablets ranging from 150 mg to 2000 mg. Our production and packaging capacity is 45,000 tablets per hour.
We are equipped to fill Size 1, Size 0, and Size 00 capsules. Our production and packaging capacity for capsules is 6000 units per hour.

With a capacity of 90,000 capsules per hour, we specialize in the production and packaging of soft capsules containing plant-based oils, multivitamins, vitamins, fish oil, and similar products, ranging from 300 mg to 1100 mg.

We have the capability to produce, fill, and package liquid products with a daily capacity of 10,000 bottles.
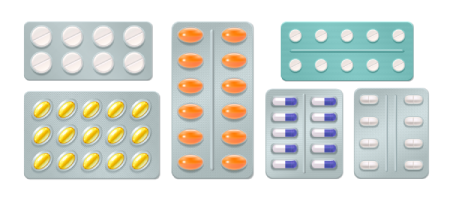
We are equipped to blister and package tablets, capsules, and soft capsules of various sizes with a machine capacity of 6000 blisters per hour.

Our counting line is capable of producing 6000 bottles per hour, handling the filling, labeling, packaging, and sealing processes for tablets, capsules, and soft capsules.
In our newly established company in the rapidly advancing field of dietary supplement production technology, we provide expertise in R&D, licensing, manufacturing, and packaging services with experienced production staff and state-of-the-art machinery.
a. Innovation and Technology-Focused Studies: Our company consistently supports R&D activities with a focus on innovation and technology in the field of dietary supplements. These efforts aim to keep our product portfolio up-to-date and help us deliver the highest quality products to customers.
b. Collaborations and Joint Projects: The R&D activities of the company involve collaborative projects conducted in partnership with academic institutions, industry partners, and experts. This enables us to stay abreast of the latest industry insights and develop innovative solutions.
c. Product Development Process: Our product development process encompasses meticulous testing, analysis, and clinical studies. Each stage is conducted in accordance with high standards to ensure the effectiveness, reliability, and quality of our products.
a. Legal Compliance: Our company diligently adheres to all legal processes required for the licensing of its products to ensure full compliance with local and international regulations. This commitment enables us to provide customers with products that are both safe and legally manufactured.
b. Certifications: Our products undergo rigorous testing and approval to obtain the most reliable certifications in the field of dietary supplements. These certifications serve to validate the quality and reliability of our products.
c. Transparent Information: We follow a transparent information policy regarding the regulatory approval processes, providing customers with crucial details such as product content, usage instructions, and safety information.
d. Updates and Innovations: Any changes or innovations in our product portfolio are promptly communicated to customers, with updated information shared on our website.
a. Production Process Inspection: Throughout the production process of our products, our quality control team meticulously oversees the operations. This includes detailed analyses to ensure the conformity of our products to established standards.
b. Raw Material Selection and Testing: Our company prioritizes the use of the highest quality raw materials. Raw material selection is supported by adherence to strict quality standards and regular testing.
c. Third-Party Audits: To ensure the quality and safety of our products, we collaborate with independent third-party audit organizations. These audits confirm the full compliance of our products with industry standards.

Subscribe to our newsletter to stay updated on the latest innovations in our production and industry developments.
Innovative and Swift: Our leading company in dietary supplements provides you with Research and Development, Licensing, Production, and Packaging services with an experienced team and state-of-the-art technology.
© 2024 - Berline | All Rights Reserved | Created By: ![]()